




VMC850B CNC fræsivél, lóðrétt vélamiðstöð
Vörueiginleikar



1. Heildarleiðbeiningar
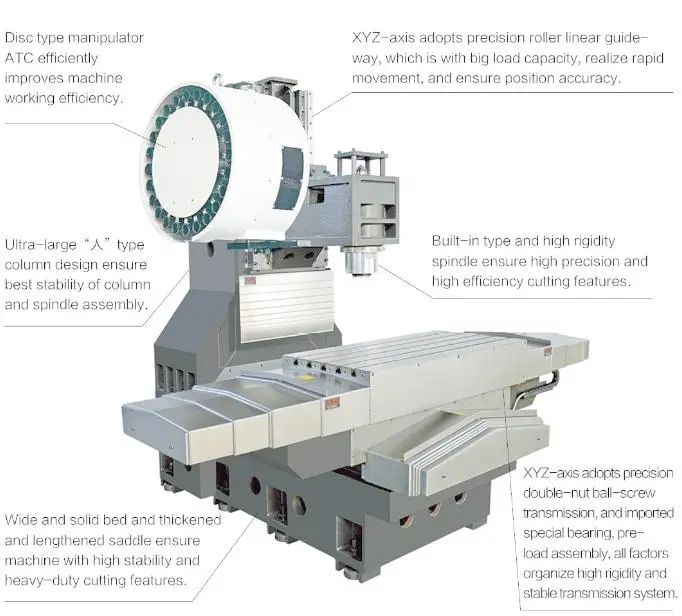
Þessi vél er hönnuð með lóðréttri rammauppsetningu. Súlan er fest á vélina, spindlaboxið rennur á súluna og myndar Z-ás hreyfingu, hnakkurinn rennur á vélina og myndar Y-ás hreyfingu, vinnuborðið rennur á hnakkinn og myndar X-ás hreyfingu. Þrír ásar eru allir með línulegum leiðarbrautum með meiri fóðrunarhraða og meiri nákvæmni. Við notum hágæða grátt steypujárn fyrir vélina, súluna, hnakkinn, vinnuborðið og spindlaboxið með plastefnissandi tækni og tvöfaldri öldrunarmeðferð til að útrýma innri leifarálagi efnisins. Þessir hlutar eru allir fínstilltir með SolidWorks hugbúnaði, sem eykur verulega stífleika og stöðugleika, ekki aðeins fyrir þessa hluti heldur líka vélina sjálfa. Það mun einnig draga úr aflögun og titringi sem stafar af skurði. Mikilvægir hlutar eru allir innfluttir frá heimsþekktum vörumerkjum til að gera vélina með meiri stöðugleika og endingu. Þessi vél getur framkvæmt ferla eins og fræsingu, borun, rúmun, borun, rúmun, tappun og er venjulega notuð í hernaðariðnaði, námuvinnslu, bílaiðnaði, mótum, mælitækjum og öðrum vélrænum vinnsluiðnaði. Hana er hægt að nota fyrir alls kyns nákvæmni og margs konar ferlalíkön. Það er gott fyrir lítil og meðalstór fyrirtæki, fjölbreytta framleiðslu, og það er einnig hægt að setja það í sjálfvirka framleiðslulínu.
2. Þriggja ása kerfi
Þrír ásar eru allir með línulegum leiðarbrautum og stórum spannhönnunum fyrir endingargóða nákvæmni. Mótorar þriggja ása eru tengdir beint við nákvæma kúluskrúfu með sveigjanlegri tengingu án bils. Hver kúluskrúfa þriggja ása er innflutt úr nákvæmum hornlaga kúluskrúfum og faglegar legur eru paraðar saman. Einnig munum við forspenna kúluskrúfurnar fyrir meiri nákvæmni og nákvæmni. Z-ás servómótorinn er með sjálfvirka bremsuvirkni. Ef rafmagnsleysi verður getur bremsan haldið mótorbremsunni sjálfkrafa til að koma í veg fyrir að hún snúist, sem gegnir mikilvægu hlutverki í öryggi.
3. Snældueining
Snældan er framleidd af faglegum framleiðanda til að tryggja mikla nákvæmni og stífleika. Snældulegurnar eru frá heimsþekktu vörumerki með mikilli nákvæmni og eru settar saman við stöðugt hitastig og ryklaust. Eftir það verða allir spindlar prófaðir á jafnvægi til að tryggja endingartíma og áreiðanleika. Þær eru búnar lágþrýstingslofthringrásarvörn sem blæs lágþrýstingslofti inn í innra rými spindilsins og myndar lofthlíf til að koma í veg fyrir að ryk og kælivökvi komist inn í spindilinn. Við þessar aðstæður mun legurnar virka í mengunarlausu umhverfi, sem verndar spindileininguna og lengir líftíma þeirra. Hægt er að breyta snúningshraðanum án nokkurra skrefa innan snúningshraðabilsins, sem er stjórnað af innri kóða mótorsins til að vera í samræmi við stefnu spindilsins og stífa tappa.
4. Verkfæraskiptikerfi
Staðlað verkfærageymslurými þessarar vélar er 24 tonn og er sett saman á hliðarsúlunni. Þegar skipt er um verkfæri, er verkfæraplatan knúin áfram og staðsett með mótorstýrðum kambvélum. Eftir að spindillinn nær verkfæraskiptastöðu, mun ATC stýringin framkvæma verkfæraskiptin og senda verkfæraaðgerðina. ATC er kambvélin sem framkvæmir forspennu og getur síðan snúið hratt, sem er betra fyrir skjót og rétt verkfæraskipti.
5. Kælivökvakerfi
Vélin er búin stórri uppréttri kælidælu og stórum vatnstanki. Hraði kælidælunnar er 2 m³/klst til að tryggja næga endurvinnslukælingu. Kælistúta er á enda snúningskassans sem getur framleitt loftkælingu og vatnskælingu fyrir verkfærið og vinnuhlutina. Hún er búin loftbyssu til að þrífa vélina og vinnuhlutina.
6. Loftkerfi
Loftþrýstieining getur síað óhreinindi og raka í gasgjafanum til að koma í veg fyrir skemmdir og tæringu á vélarhlutum. Segullokaeining stýrir forritinu með PLC til að tryggja að aðgerðir eins og að losa spennubúnaðinn, blása miðjuna á spennunni, festa spennuna og kælivökva spennunnar séu framkvæmdar fljótt og rétt. Í hvert skipti sem skipt er um verkfæri mun hreint þrýstiloft blása frá miðju spennunnar til að hreinsa innra gat spennunnar og verkfæraskaftið til að auka stífleika samspilsins við spennuna og verkfærið. Þetta mun lengja líftíma spennunnar.
7. Vélarvörn
Við notum staðlaða öryggishlíf fyrir vélina, sem ekki aðeins verndar gegn kælivökvaskvettum heldur einnig gegn öryggi í notkun. Hver leiðarbraut er búin hlífðarhlíf til að koma í veg fyrir að kælivökvi og skurðhlutir komist inn í innra rýmið og draga úr sliti og tæringu á leiðarbrautinni og kúluskrúfunni.
8. Smurkerfi
Leiðarbrautin og kúluskrúfan eru búin miðlægu smurningarkerfi og rúmmálsolíuskilju í hverjum hnút, sem getur veitt olíu í föstu magni og á föstum tímum til að tryggja smurningu á hverri sleðafleti og draga úr framleiðslu. Þetta mun bæta nákvæmni og lengja líftíma kúluskrúfunnar og leiðarbrautarinnar.
9. Flísarflutningakerfi
Við bjóðum upp á staðlað handvirkt flísafjarlægingartæki með auðveldri notkun. Einnig er hægt að velja flísafjarlægingartæki með skrúfu eða hjöru.
| Vara | Eining | VMC640L | VMC640LH | VMC850L | VMC1000L |
| Vinnuborð | |||||
| Stærð vinnuborðs | mm | 400×900 | 400×900 | 500×1000 | 500×1200 |
| T-rifa (N×B×D) | mm | 3×18×100 | 3×18×100 | 5×18×100 | 5×18×100 |
| Ferðalög | |||||
| X-ás ferðalag | mm | 640 | 640 | 850 | 1000 |
| Y-áss ferðalag | mm | 400 | 400 | 500 | 500 |
| Z-áss ferð | mm | 400 | 500 | 600 | 600 |
| Vélarsvið | |||||
| Fjarlægð frá miðju spindils að framhlið súlunnar | mm | 440 | 476 | 572 | 572 |
| Fjarlægð frá spindlaenda að vinnuborði | mm | 120-520 | 120-620 | 120-720 | 120-720 |
| Vélarvídd | |||||
| L×B×H | mm | 2200×2100×2500 | 2200×2100×2550 | 2540×2320×2780 | 3080×2320×2780 |
| Þyngd vélarinnar | |||||
| Hámarksþyngd vinnuborðs | kg | 350 | 350 | 500 | 600 |
| Þyngd vélarinnar | kg | 3900 | 4100 | 5200 | 5600 |
| Snælda | |||||
| Keila á spindlaholu | BT40 | BT40 | BT40 | BT40 | |
| Snælduafl | kw | 5,5 | 5,5 | 7,5/11 | 7,5/11 |
| Hámarks snúningshraði | snúninga á mínútu | 8000/10000 | 8000/10000 | 8000/10000 | 8000/10000 |
| Fóður (bein drif) | |||||
| Hámarksfóðrunarhraði | Mm/mín | 10000 | 12000 | 12000 | 12000 |
| Hraður fóðrunarhraði (X/Y/Z) | m/mín | 20/20/10 | 30/30/24 | 32/32/30 | 32/32/30 |
| Kúluskrúfa (þvermál + blý) | |||||
| X-ás kúluskrúfa | 3210 | 3212 | 4016 | 4016 | |
| Y-ás kúluskrúfa | 3210 | 3212 | 4016 | 4016 | |
| Z-ás kúluskrúfa | 3210 | 4012 | 4016 | 4016 | |
| Verkfæratímarit | |||||
| Rými verkfæratímarits | T | 16 | 16 | 24 | 24 |
| Tími til að skipta um verkfæri | s | 2,5 | 2,5 | 2,5 | 2,5 |
| Staðsetningarnákvæmni (landsstaðall) | |||||
| Staðsetningarnákvæmni (X/Y/Z) | mm | 0,008 | 0,008 | 0,008 | 0,008 |
| Nákvæmni endurstaðsetningar (X/Y/Z) | mm | 0,005 | 0,005 | 0,005 | 0,005 |
| NEI. | Nafn | Vörumerki |
| 1 | CNC kerfi | Seimens 808D KERFI |
| 2 | Aðalmótor | Fullt sett af Siemens drifum þar á meðal servómótor |
| 3 | X/Y/Z ás mótor, drif | Seimens |
| 4 | Kúluskrúfa | Hiwin eða PMI (Taívan) |
| 5 | Kúluskrúfulager | NSK (Japan) |
| 6 | Línulegar leiðarvísir | Hiwin eða PMI (Taívan) |
| 7 | Snældumótor | POSA/ROYAL (Taívan) |
| 8 | Varmaskiptir | Taipin/Tongfei (samrekstur) |
| 9 | Helstu íhlutir smurkerfisins | Proton (samrekstur) |
| 10 | Helstu íhlutir loftkerfisins | AirTAC (Taívan) |
| 11 | Helstu íhlutir rafkerfisins | Schneider (Frakkland) |
| 12 | Vatnsdæla | Kína |





